Description
The scanning weld detector is mainly used in the plate production line in the metallurgical industry. It detects the weld by detecting the small hole near the plate weld, and outputs a switching control signal (relay contact signal and level signal) to the automatic control system.
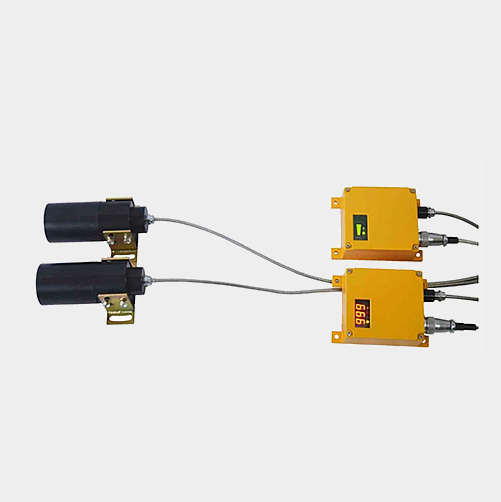
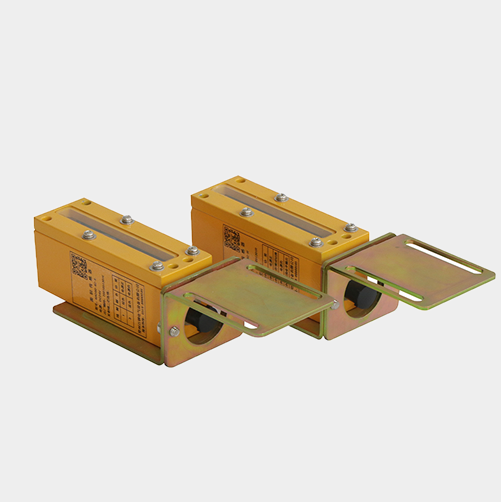
The weld detector consists of a transmitter and a receiver. The strip steel plate passes between the transmitter and the receiver, and the transmitter emits a series of modulated infrared light parallel to each other through a series of convex lenses distributed in a linear manner. Before the small hole near the weld arrives, these beams are blocked by the light plate and cannot reach the receiver. When the weld arrives, the light will be received by the receiver through the small hole near the weld. There are also a series of convex lenses on the receiver, which converge the parallel light reaching the surface on the infrared detector at the focus of the lens, and finally output a switching relay contact signal or level signal after photoelectric conversion, amplification, filtering and a series of other signal processing.
The receiver and transmitter adopt synchronous detection and time-sharing scanning methods for detection. The power consumption and life of the transmitter are far greater than that of the traditional weld detector, and the anti-interference ability of the receiver is more reliable than that of the traditional weld detector.
Electrical parameters:
————————————————————————
Working voltage: DC24V
Output signal: NO&NC, PNP
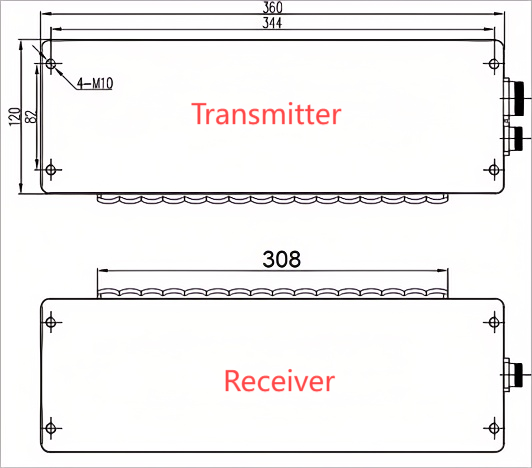
Detection area: 308mm
Output delay adjustment: 4-10 seconds
Installation distance: 0.2-3m
Detection method: single hole detection
Plate moving speed: ≤ 600m/min
Detection distance: 0.2m ~ 1.5m (small hole to be inspected Φ Above 10mm);
0.2m ~ 3M (small hole to be inspected Φ Above 20mm);
Indicator light:
Transmitter: green LED: power indicator;
Yellow LED: normal emission indicator light, normally on indicates normal emission,
flashing indicates disconnection of synchronization line, and not on indicates abnormal emission;
Receiver: green LED: power indicator;
Red LED: output indicator light with hole. When it is on, it indicates that a hole is detected;